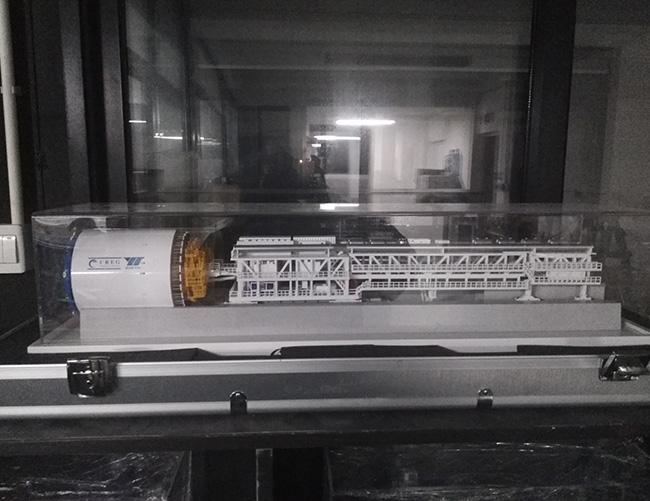
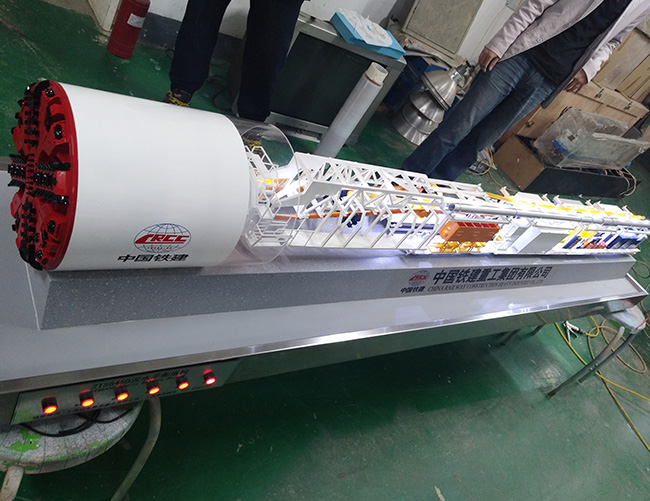
组成要求:
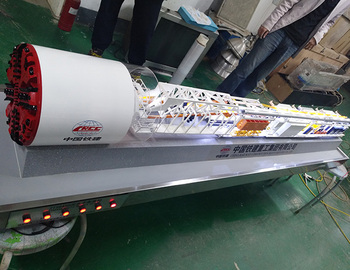
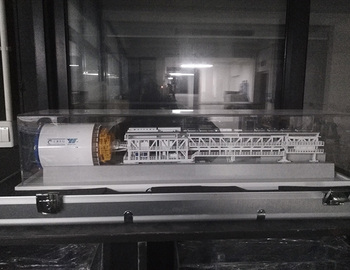
1、需体现盾构机系统的主要结构,本系统制作中具体体现主要结构有:刀盘、装片机、液压推进千斤顶、螺旋输料机、皮带运输机、管片吊、轨道、电瓶机车、车箱、行车附属设备、灌浆泵、控制舱、高压柜、轨道辅机、电源柜、脱水泵、液压机、管片堆放传送带等;
2、需体现盾构机系统的主要运行原理,盾壳装置制造时,分切口环、支承环、盾尾三部分进行,通过其内的大梁和中心横梁原部件,盾尾钢丝刷设置3道;
3、需体现盾构机系统的推进系统,对推进千斤顶及其布置进行重新设计,盾构设置7个,220 mm长行程千斤顶, 15个140 mm短行程千斤顶。千斤顶均布, 22个千斤顶中设计4个可单独控制伸缩,并分4个“液压”分区进行压力控制,其中1、2、4分区中的第7、18、22号千斤顶安装行程传感器。错缝拼装时利用特殊设计靴板,以避免千斤顶推力直接作用于管片接缝上。
4、需体现盾构机系统的拼装机,拼装机主体结构缩小制作,可绕中心横梁旋转,并增加配重块;装置对压力油箱进行改造,增装遥控功能。
5、需体现盾构机系统的螺旋机,螺旋机主体结构按比例,可制作体现进料槽。进料槽与切口环焊接成一体,闸门开度这里采用手动式,取代“检测拉绳式传感器”。
6、盾构机系统的皮带机在保持原结构的基础上,需进行适当的设计改造,体现输泥效果。
7、盾构机系统制作需体现一个“地层剖面”,以泥土沉积层为剖面主要表现效果,“地层剖面”长度和高度需略大于盾构机及其施工项目总体布置的总尺寸,需给人一种“正在处于工作状态”的感觉。
8、“盾构机系统”需整体制作成已开挖并安装了管片的部分半剖隧道,前段为正在工作中的盾构机后段为可以通过剖开的部分观察到:盾构机的整机结构、工作原理、大小比例及其相互位置关系等都尽显其中。如:旋转的刀头、推进千斤顶、管片自动拼装器、管片堆放传送带、管片起重机、液压装置、控制室、行走轨道等设备设施的细节。
9、盾构机系统管片制作需采铝合金材料制作出10片规格形状不完全一样的管片,其中6片正好一圈,1片用作在装片机的装片演示。另外3片考虑到其管片容易丢失而作为配件。其他则需采用一整块铝合金加工而成,用激光机将打出环状且显“错位砖”效果接缝并蕞终制作出管片衬砌外壳效果。并用区别于其管片颜色的色彩,喷涂出每一个环圈都有的,该环圈蕞后安装的管片。
10、动态仿真演示:刀盘持续旋转,被切下的渣土经刀槽进入泥土仓,被切削下来的碴土充满泥土仓,碴土由螺旋输送机从泥土仓中运输到皮带输送机上,后由皮带输送机运输至渣土车的土箱中,再通过竖井运至地面。此操作过程要完全按照流程。由电动葫芦吊起管片向前运送到管片小车上,由管片小车再向前运送,供给管片拼装机使用。可以完成管片的仿真拼装,采用9大1小的拼装管片。通过拼装机的控制器可以完成拼装机的旋转,平移,伸缩动作。
材质要求:
1、不锈钢.亚克力、ABS、金属铜、铝合金、有机玻璃等
2、亚克力、ABS表面为汽车烤漆,不锈钢本色酸洗钝化,铝合金阳极氧化或汽车烤漆,确保模型表面颜色的稳定和持久
3、主要构件、主体支架、其他受力部分、传动装置使用金属构件,各部件均按实物颜色喷漆,皮带机循环转动.采用金属铜制作,表面是白色。
4、模型内部要做202不锈钢材料框架(矩形管或者圆管,不锈钢国标厚度≥1mm),方便整体运输和拆装。外表面设置装饰板料,喷漆或者用原色,漆面要求光亮平滑,做到钢琴烤漆色泽,边角处理到位。灯光效果,采用LED发光源,亮度要求可以做一定的调整。动作机构,例如运输车辆,有单线路控制,当屏幕内控制点到介绍物流的时候,小车开始运动。LED演示物料,灯光要连续,亮度高的灯带。设备模型上的栏杆,罐体要求制作精良。外部喷漆,要求光泽明显,平滑,有汽车外壳的烤漆效果。设备,物流区域推荐采用模块化独立分区拆装设计,便于维修和拆装修补。
5、盾构机壳体外径:750mm机壳厚度:10mm长度:9m(蕞终长度根据实际情况可以进行适当调整)采用有机玻璃制作,表面喷2k金属漆。支撑架采用不锈钢制作