含:注射塑料模具 五金冷冲压模具
序号 | 名称 | 规格尺寸 | 特 点 | 备注 |
1 | 顶出先复位模 | 170×150 | 当侧抽芯与推杆出现干涉现象时或放置嵌件不便时,通过机械构件,使顶出系统提前复位的结构。 | 有机玻璃 |
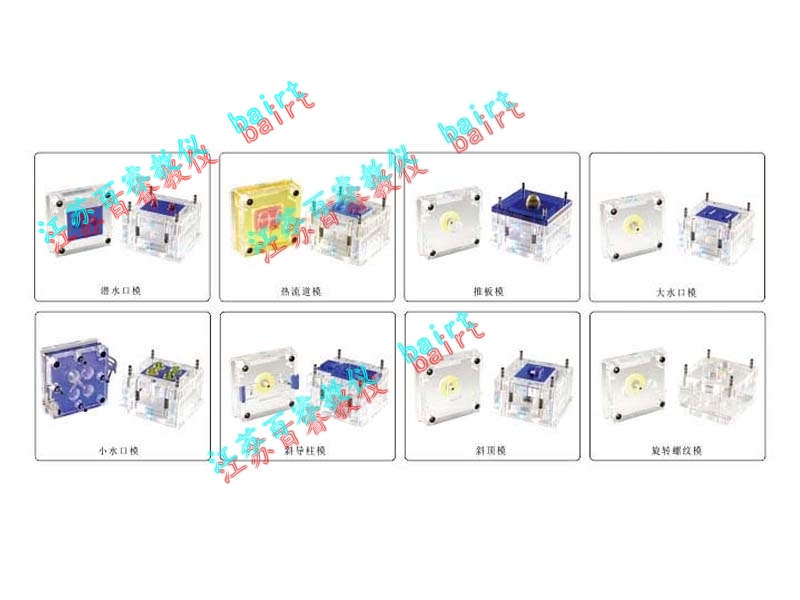
2 | 小水口模 | 170×150 | 成型表面光泽度高,批量大,不允许有顶杆顶出痕迹的塑件,具有顶出面积大,产品质量稳定、效率高,浇口于塑件自动分离,适合大批量生产的塑件。 | 有机玻璃 |
3 | 推板模 | 170×150 | 对于一些深腔或薄壁的塑件,如壳体、容器和筒形塑件以及一些型腔形状,复杂的塑件,不允许有顶杆顶出痕迹的塑件,可采用推件板的形式脱模顶出,它的结构形式是在型芯的根部安装一块与型芯根部形状相同的,但与之滑动配合的顶板。顶出时,顶板沿型芯固也平行移动,将塑件平行顶出。 | 有机玻璃 |
4 | 二次顶出模 | 170×150 | 成型深腔薄壁,侧形状复杂,脱模力大的塑件,顶出机构先后二次推出,结构简单,安全可靠。 | 有机玻璃 |
5 | 斜导模 | 170×150 | 适合成型抽拔距较大,抽拔力小的塑件,是抽芯机构常用的侧抽芯机构,具有结构简单,加工方便,安全可靠,斜导柱与开模方向成一定的夹角,在开模力的作用下,斜导柱与滑块料孔做相对运动,从而完成侧抽芯动作。 | 有机玻璃 |
6 | 哈夫模 | 170×150 | 运用于侧成型面积大,侧孔或侧凹较浅且抽拔距较小的塑件,(如车仔模、外螺纹模)结构紧凑,强度和刚性较好,抽拔力大。 | 有机玻璃 |
7 | 斜顶模 | 170×150 | 成型内侧有凹凸的塑件,加工简单,结构紧凑、可靠,斜推杆与导向槽配合,当推杆垂直运动时斜推杆在导向槽的作用下做相对运动,从而完成侧抽芯动作。 | 有机玻璃 |
8 | 前模行位模 | 170×150 | 定模需设置抽芯机构,对外观需要求高的塑件,结构紧凑,模具强度,刚性强,在大型模具中被广泛应用。 | 有机玻璃 |
9 | 后模行位模 | 170×150 | 成型抽拔力不大,小型高精度塑件模具造价低,运转周期短,结构简单,在小型模具中被广泛应用。 | 有机玻璃 |
10 | 旋转螺牙模 | 170×150 | 成型深螺距,硬质材料带螺纹的塑件,通过旋转方式将塑件旋出,注射周期短,效率高,适合大批量生产的塑件。 | 有机玻璃 |
11 | 热流道模 | 170×150 | 热流道通常是在模内加设一块热流道板,热流道板内插入多支管式加热器,使热流道板保持稳定的温度,设置在热流道板上的主流道和分流道内的熔料始终保持熔融状态,热流道板利用绝热材料(石棉板等)或利用空气间隔与模具其它部分隔热。适应批量大,精度高的塑件,现实无废料加工,自动化程度高,可做到无人管理,总件效率高。 | 有机玻璃 |
12 | 弯管模 | 170×150 | 弯管圆弧内抽芯的模具结构往往是利用齿轮、齿条或连杆等机械结构件,将直线运动转换为圆周边运动的结构形式,从而达到圆弧抽芯的目的。 | 有机玻璃 |
13 |
彩色耐高温透明拆装模具(五金冷冲压模具)
序号 | 名称 | 规格尺寸 | 特点 | 备注 |
1 | 落料模 | 150×150 | 用模具沿封闭线冲切板料,冲下的部分为工作,其余部分为废料,弹性卸料,动作可靠、模具寿命长、安装方便。 | 不锈钢 有机玻璃 |
2 | 冲孔模 | 150×150 | 用模具沿封闭线冲切板料冲下的部分为废料,采用固定卸料板起卸料作用,防止折断和提高冲孔精度。 | 不锈钢 有机玻璃 |
3 | 折弯模 | 150×150 | 结构简单,安装调整方便,对材料厚度要求不严,凸模顶杆即起顶料作用,又起压料作用,可防止材料偏移、精度高。 | 不锈钢 有机玻璃 |
4 | 拉深模 | 150×150 | 将板料制成空心工作的模具,此模具带压边装置,拉深前毛坯套在压边圈上依靠外形定位,拉深后冲压件从凸模上托出,凸凹模都没有顶出结构,选用于拉伸。 | 不锈钢 有机玻璃 |
5 | 级进模 | 150×150 | 模具为冲孔、弯曲,落料连续模,此模具采用弹压导板模架,凸模和凸模固定板间为间隙配合,装拆方便,模具机构紧凑,零件质量好。 | 不锈钢 有机玻璃 |
6 | 复合模 | 150×150 | 该模具在同一工位上同时完成冲孔和落料两道工序,上模部分装有落料凹模和冲孔凸模,下模装有弹性卸料装置,结构紧凑效率高。 | 不锈钢 有机玻璃 |